By: Blake Vandegrift, Managing Partner of Industrial Consultants, LLC
Mechanical integrity documentation has a funny way of looking complete without actually proving much. A box is checked. A date is entered. Someone writes “pass.” Everyone moves on. When it comes to ammonia refrigeration and true process safety, that type of documentation can leave a lot of unanswered questions.
One of the most common things I see when reviewing inspection, testing, and maintenance records is that the task was documented as complete, but the actual results are nowhere to be found. There is often no procedure for how the task was completed, no acceptance criteria listed, no as-found condition, no as-left condition, and no real explanation of how the test was performed.
IIAR 6, OSHA and the EPA are not just asking us to say that an inspection or test was completed. It expects inspection and testing records to include what was inspected or tested and what the actual result was. That sounds simple, but in the field, this is where a lot of mechanical integrity programs fall short.
A checkbox tells me that somebody performed a task. It does not tell me whether the equipment was operating within safe limits, whether the safety device functioned at the correct point, or if the equipment was returned to service in an acceptable condition.
A perfect example is high discharge pressure cutout testing. I commonly see high discharge pressure cutout records that simply say something like:
“Compressor high discharge pressure shutdown: ☒ Pass ☐ Fail Notes: _______”
That is not useless information, but it does not tell the full story.
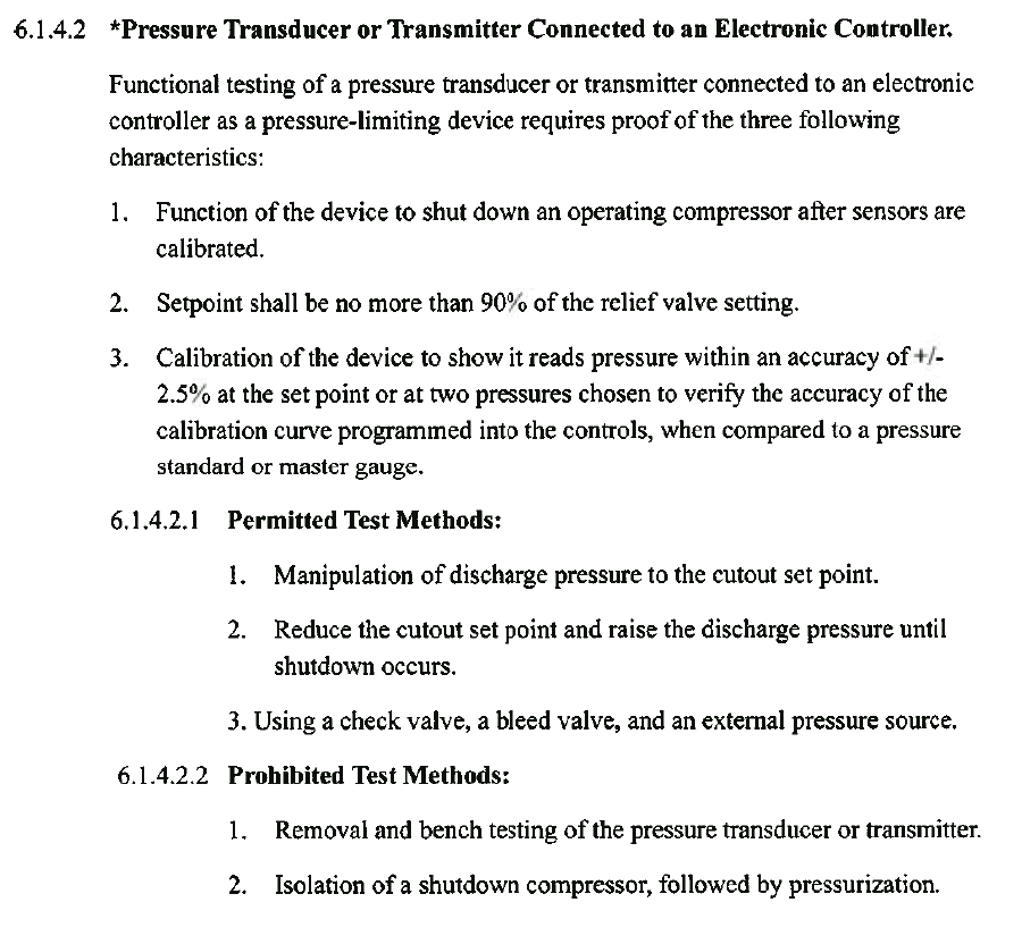
For a high discharge pressure cutout, we should be documenting more than just whether the compressor shut down. We should be documenting the associated pressure relief valve set pressure, the cutout set point, whether the cutout is set at an acceptable percentage of the relief valve setting, the actual pressure where the device actuated, whether a running compressor shut down, and whether the device was calibrated within the required tolerance. See attachment 1 for ANSI/IIAR 6 2026.
Attachment 1
For example, if the associated relief valve is set at 250 psig, and the high discharge pressure cutout is required to function at no more than 90% of that relief valve setting, then the maximum allowable cutout point would be 225 psig. If the form only says “pass” or “fail,” we don’t know whether it shut down at 223 psig, 235 psig, or 248 psig.
The compressor shutting down is only one part of the test. The pressure it shut down at matters. The as-found condition matters. The calibration of the pressure cutout device matters. The method used to test the device matters. The condition the device was left in matters. This is where I like to see facilities use an as-found / as-tested / as-left documentation approach.
The as-found condition documents how the device was set or performing before anyone adjusted, repaired, or calibrated it. In the high discharge pressure cutout example, this would include the existing alarm set point, cutout set point, associated relief valve set pressure, and whether the cutout was set within the acceptable range before the test began.
The as-found condition tells us whether the safety device was protecting the system properly before anyone touched it. If the cutout was set too high, or if it actuated above the allowable limit, that needs to be documented. It also gives us a chance to ask a very important question:
Why?
That “why” question is one I ask a lot when reviewing programs. I will ask someone why they perform a certain task a certain way, and a lot of times the answer is “that’s how the person before me told me to do it” or “this is how we have always done it.” And sometimes, more honestly, “I am not really sure.”
That is not typically because people do not care. Most operators and technicians want to do things correctly. The problem is that they were assigned a task without being given the purpose behind the task. When documentation is built correctly, it can help fix that.
The as-tested condition documents what happened during the actual test. Did the cutout actuate? At what pressure? Did the running compressor shut down? What test equipment was used? Was the test equipment calibrated? Was the test performed using an acceptable method for that type of device?
The as-left condition documents the final condition of the device when it was returned to service. If the device was adjusted, repaired, calibrated, or replaced, the final result should be documented. The record should show the final alarm set point, final cutout set point, final actuation pressure, and whether the safety device was verified to function within the required tolerance.
Documenting safeties this way tells the full story. It shows what was found, what was tested, what was corrected, and what condition the device was left in. It also gives the next technician, supervisor, consultant, or auditor enough information to understand what actually happened without having to guess.
This same concept should not be limited to high discharge pressure cutouts. It is a good practice for almost all safety devices in an ammonia refrigeration system. The goal is not to create paperwork just for the sake of paperwork. Nobody needs another form that nobody understands and nobody uses. The goal is to build records that actually support mechanical integrity and process safety.
That may sound like a lot, but once the form is built correctly, it is not complicated. In fact, it usually makes the technician’s job easier because the form tells them exactly what information needs to be captured.
The issue I see in many facilities is not that people are unwilling to do the right thing. More often, the form simply does not ask the right questions. If your high discharge pressure cutout test sheet only asks, “did the compressor shut down?” then that is probably all you are going to get. If the form asks for the relief valve set pressure, as-found alarm and cutout set point, actual actuation pressure, calibration status, compressor shutdown confirmation, as-left alarm and cutout set point, and corrective actions taken, the quality of the record improves immediately.
That is the difference between documentation that says, “we did it,” and documentation that proves, “we did it correctly.”
It also helps operators and technicians understand why they are doing the task in the first place. Mechanical integrity should not be a collection of inherited habits. It should not be “we do it this way because the last person did it this way.” A strong mechanical integrity program should help people understand the reason behind the task.
Why do we test the high discharge pressure cutout? Because we need to verify that the compressor will shut down before pressure approaches the relief valve setting.
Why do we document the relief valve set pressure? Because the cutout set point needs to be evaluated against the protection device it is associated with. Relief valves will begin to simmer around 10% of the relief valve set pressure so we need to make sure it is within an acceptable range to shut the compressor down prior to the relief valve weeping by.
Why do we document as-found and as-left conditions? Because we need to know whether the device was acceptable before the test and whether it was returned to service in an acceptable condition after the test.
Why do we document the actual result instead of just checking “pass”? Because actual results allow us to identify drift, repeat problems, improper settings, failed devices, and training gaps.
That is where better documentation starts improving more than just the paperwork. It improves operator training. It improves consistency. It improves troubleshooting. It improves audit readiness. Most importantly, it improves the facility’s ability to understand and maintain the integrity of its equipment.
When these gaps are found during an audit or inspection, they are often treated as paperwork issues. But they are more than that. They are mechanical integrity issues because the documentation does not prove the safety system was properly maintained, tested, and returned to service in an acceptable condition. Inherently, they are also process safety issues because the people performing the work may not fully understand what the task is intended to verify.
A mechanical integrity program should not be built around checking boxes. It should be built around keeping the system safe by verifying that critical equipment and safety devices work as designed, with documentation that supports and confirms the equipment was left in a safe operating condition.
In my opinion, that starts with better training and better records. Not longer records. Not more complicated records. Better records that teach the next person not only what was done, but why it was done.
As more seasoned professionals retire, our industry faces the risk of losing decades of hard-earned knowledge. That knowledge cannot stop with the person who learned it through years of experience. It has to be built into our training, our procedures, and our documentation so the next generation has something better to build from.
As we often say, when you retire, don’t take that knowledge with you. Leave it behind for the next generation.

Leave a comment